Introduction: The Dirty Truth About “Finished” Castings
If you work in a foundry or a machining plant, you know the truth: a casting isn’t a finished part until the flashing, parting lines, and massive sprue remnants are gone.
For decades, removing these imperfections on cast iron, ductile iron, steel, and pressure-die-cast aluminum has meant brutal noise, clouds of black dust, repetitive strain injuries, and a bottleneck that slows down your entire CNC line.
Enter the Industrial Automatic Grinding Robot.
Modern robotic deburring is no longer a “nice to have.” For high-mix, low-to-medium-volume foundries processing large, medium, and small castings, it is the only way to achieve CNC-like precision without the cost of a fully enclosed machining center.
Today, we are diving deep into how these intelligent machines handle the “Big Three” of casting materials—Cast Iron, Cast Steel, and Aluminum Alloy—and how they adapt to parts of all sizes.
Part 1: The Material Challenge (Iron, Steel & Aluminum Don’t Play Nice)
A grinder that works on soft aluminum will catch fire on steel. A tool that chews through cast iron will gouge a precision aluminum housing. Here is how modern robots handle each:
-
Cast Iron (Gray & Ductile):
-
Problem: Extremely abrasive dust. High vibration. Hard sprues.
-
Solution: The primary tools are electroplated diamond wheels or brazed diamond wheels. These tools offer aggressive stock removal and excellent thermal conductivity, preventing heat buildup in the casting. The robot uses a high-torque, low-RPM spindle. The cell must be sealed tight to prevent the abrasive iron dust from destroying servos.
-
-
Cast Steel & Stainless Steel:
-
Problem: The toughest material. Extreme heat generation. High risk of work hardening. Very high cutting forces.
-
Solution: diamond coating wheels, brazed diamond wheels, and electroplated/brazed diamond burrs (mounted points) are the industry standard. Because steel is so hard, conventional abrasives wear out instantly. The electroplated or brazed diamond layer provides the necessary hardness and cutting edge retention. The robot uses a heavy-duty, high-torque spindle (low RPM, high force) to allow the diamond grit to fracture correctly and maintain sharpness. Active force control is critical to prevent the diamond from glazing over.
-
-
Aluminum Alloy (Die-Cast):
-
Problem: Soft and sticky. Can clog wheels. Thin walls mean high risk of denting. Flash is often paper-thin but wide.
-
Solution: Pneumatic spindles with high RPM (20,000+) and specialized carbide burrs or “tungsten rotary files.” For the soft material, we avoid diamond (which clogs immediately) and use milling strategies with carbide. Robots must have collision sensitivity turned up high to avoid deforming thin-walled automotive housings.
-
Part 2: The Anatomy of the “One-Size-Fits-Factories” Robot
Most foundries don’t just make 10,000 of the same valve. They run a batch of 50 truck differentials (Large), then 200 pump housings (Medium), then 5,000 drone motor mounts (Small).
To handle large, medium, and small workpieces efficiently, you need a modular cell.
Here is the winning hardware configuration for a High-Mix Foundry Cell:
1. The Robot Arm (The Athlete)
-
For Small Parts (<10kg): A 6-axis robot (e.g., 20-50kg payload). Fast, nimble, cheap to run.
-
For Large Parts (50-200kg+): A heavy-duty foundry robot with IP67 protection. You don’t move the heavy part; the robot moves the spindle to the part, or a rotary table moves the part into the robot.
2. The Heavy-Duty Spindle with Tool Change Capability
Grinding steel/iron and aluminum requires completely different tools and speeds.
-
Mode for Cast Iron & Steel:High Torque (80-150Nm), Low RPM (1,500–3,500). This is the range where galvanic diamond wheels or vacuum brazed diamond wheels perform best.
-
Mode for Aluminum: Low Torque, High RPM (15,000+). Here we use carbide burrs, not diamond.
3. Force Control Technology (The Magic Sauce)
A standard robot is position-controlled (it moves to a spot). A grinding robot needs force control. It must feel the Z-axis pressure.
-
For steel/iron with diamond tools: The robot must maintain constant normal force. Too much pressure strips the galvanic bond; too little pressure causes rubbing.
4. Flexible Workholding
-
Rotary index tables: For small parts.
-
Grippers: For medium parts.
-
Floor-mounted fixtures: For massive iron blocks.
Part 3: The “High Precision” Promise
Engineers often scoff: *“A robot can’t hold +/- 0.05mm like a CNC.”*
However:
With laser seam finding and offline programming, modern grinding robots achieve ±0.1mm to ±0.2mm. For deburring and sprue removal, that is perfect.
Note on Diamond Tools:
Galvanic and vacuum brazed diamond tools do not get “dressed.” When they wear out, the robot simply picks up a new pre-shaped wheel from a tool rack using an automatic tool changer.
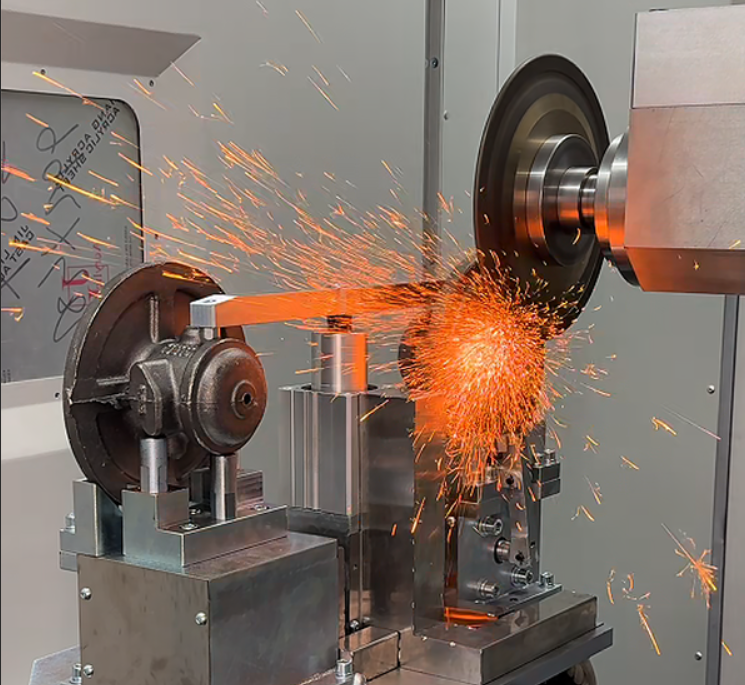
Part 4: A Real-World Example – Anhui NEVIEW ‘s DRV Robotic Grinding System
To see these principles in action, let’s look at a specific market leader in the casting finishing industry: Anhui Neview Automation Technology Co., Ltd. This Chinese National High-Tech company has achieved No.1 market share in China and No.2 globally for casting grinding robots.
Core Technical Features of the DRV System:
| Feature | Description |
|---|---|
| Multi-Axis Linkage (A1-A7) | Enables complex spatial motion trajectories for intricate casting surfaces. |
| High Rigidity & Heavy Load | Up to 400kg rigid load capacity – twice that of traditional robots. Ideal for large iron/steel castings. |
| Industry-First Compliant Compensation Algorithm | Automatically detects uneven casting surfaces, adjusts force smoothly, and improves finishing success rate from 70% (imported units) to 95%. Reduces overcutting and tool wear. |
| 7×24 Operation | One robot replaces up to 10 manual workers with consistent, repeatable precision. |
Product Series & Materials:
| Series | Materials |
|---|---|
| Cast Iron Series | Gray iron, ductile iron |
| Cast Aluminum Series | Die-cast aluminum alloy |
| Cast Steel Series | Carbon steel, stainless steel |
| Through-feed / Inline System | Integrated with production lines |
| Custom Series | Special workpieces |
Typical Applications & Customers:
-
Industries: Automotive parts, aerospace, 5G communication, high-speed rail, new energy, home appliances, military.
-
Representative Customers: JAC Motors, Chery Auto, Great Wall Motors, Gotion High-Tech, Schaeffler (Germany).
Part 5: Keeping the Robot Sharp – The Critical Role of High-Performance Diamond Tools
You’ve invested in the robot. You’ve programmed the paths. But here is the secret the machine builders don’t always emphasize: The robot is only as good as the tool on the spindle.
A $100,000 robot using a worn-out or incorrect wheel is just an expensive, slow, spark-throwing mess.
At the end of the day, grinding cast iron, cast steel, or aluminum is a material removal process. The consumable tools—the diamond wheels, diamond saw blades, and diamond burrs—determine your cycle time, surface quality, and cost per part.
If your business is running these robots, our business is making sure you never slow down.
Why Standard Abrasives Fail on Foundry Robots
You cannot put a hardware store grinding wheel on a robotic spindle and expect it to last 8 hours.
-
On Cast Iron: The graphite in iron acts as a lubricant, but the dust is highly abrasive. Standard aluminum oxide wheels load up and go out of round in minutes.
-
On Cast Steel: The hardness and heat will melt resin-bonded wheels instantly. You need a super-abrasive that dissipates heat.
-
On Aluminum: The soft metal smears and clogs conventional wheels, creating a dangerous “glazed” surface that explodes at high RPM.
The solution is a full line of engineered Diamond Tooling specifically designed for robotic parameters (high torque, low RPM, constant force control).
Match the Tool to the Task: Quick Selection Guide
| Material | Recommended Tool | Grit | Speed (RPM) | Feed Force (N) |
|---|---|---|---|---|
| Gray Cast Iron (HB 180-220) | galvanic diamond straight wheel | #60/70 | 2,500 – 3,500 | 150 – 250 |
| Ductile Iron (HB 220-280) | Brazed straight wheel | #50/60 | 2,000 – 3,000 | 200 – 300 |
| Cast Steel (HB 250-350) | galvanic diamond/brazing diamond wheel | #40/50 | 1,500 – 2,500 | 250 – 350 |
| Stainless Steel | Electroplated saw blade (cut off) + fine burr (finish) | #30/40 (cut) / #120 (finish) | 1,800 – 2,200 | 300 – 400 |
| Aluminum (Die-cast) | Carbide burr – ask us for our carbide line | #100 (double cut) | 8,000 – 15,000 | 50 – 100 |
Note: For aluminum, we recommend our micro-grain carbide burrs with polished flutes to prevent loading.
Part 6: Conclusion – The Robot + The Right Tool = The Unstoppable Foundry Cell
The foundry of the future is not fully manual, nor is it a lights-out CNC palace. It is a hybrid: Heavy-duty robots equipped with galvanic and vacuum brazed diamond tools, running 7 days a week, fed by human loaders.
You provide the castings. The robot provides the motion. We provide the diamonds that do the cutting.
Whether you are grinding a 200kg cast steel turbine housing or a 2kg aluminum bracket, remember: The last 1% of performance comes from the tool.
Don’t let a cheap wheel become your bottleneck.
Ready to test our diamond tools on your robotic grinding cell?
-
Send your CAD file and scrap part for a free cycle time estimate.
-
Request a sample diamond wheel or burr matched to your material.
-
Ask about our consumables management program – we stock your tools and ship just-in-time so you never run out.