As the rapid advancements in modern manufacturing continue, the mold processing industry demands increasingly higher performance from cutting tools. Cermet, with its excellent red hardness and wear resistance, has become a critical material in mold processing. The cermet end mill, a key tool in this field, directly impacts production efficiency and costs with its lifespan and performance. However, the high cost of purchasing new tools has driven companies to seek more economical solutions, leading to the advent of cermet end mill regrinding technology.
Challenges and Solutions in Cermet End Mill Regrinding
Cermet materials boast high hardness and strong wear resistance, but these advantages bring challenges in terms of regrinding difficulty and cost. Traditional grinding wheels used for carbide tools are inefficient when regrinding cermet end mills. This inefficiency not only raises regrinding costs but can also make reground tools less cost-effective than new purchases. To address these issues, we have developed specialized grinding wheels specifically for regrinding cermet end mills. These wheels are designed to overcome the grinding challenges, enhance efficiency, and reduce production costs.

Regrinding Process Overview
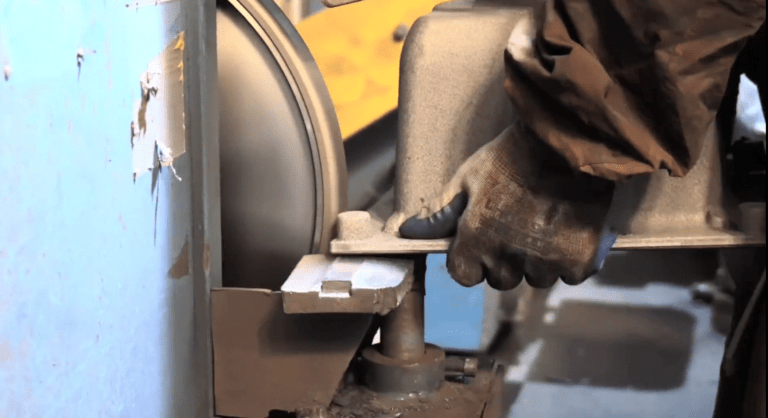
In the regrinding process, different cermet end mills are received from customers, some of which are significantly worn or have chipped edges. Regrinding technicians begin by using a 120# grinding wheel on a tool grinder to dress the original end edge, removing worn and chipped parts to recreate the end edge and chip groove. The selection of grinding wheels, setting of grinding parameters, and cooling methods are crucial in this process.
Regrinding Showcase
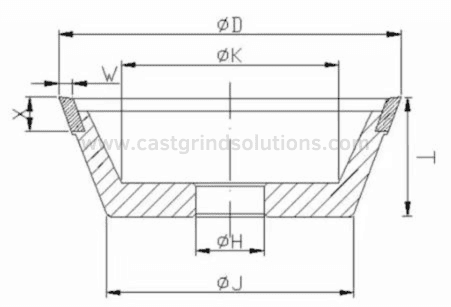
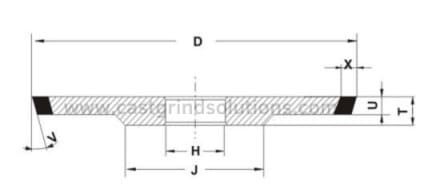
For example, using the UNITED GRINDING Group tool grinder, we employ two types of specialized grinding wheels: 3V1 and 11V9. The 3V1 wheel is primarily used for grinding chip grooves with a line speed set at 18m/s, feed rate at 10mm/min, and lateral feed at 8mm/min. The 11V9 wheel is used for grinding the front and rear angles with a line speed set at 21m/s. The feed rate varies according to the workpiece size; for a 10mm four-flute end mill, the feed rate is 11mm/min, while for a 12mm four-flute end mill, the feed rate is 10mm/min. Oil cooling is employed throughout the regrinding process to ensure grinding stability and tool cooling.

Achievements in Regrinding Efficiency
Under these parameters, we have successfully achieved rapid regrinding of cermet end mills. Regrinding a 10mm four-flute end mill takes only 8 minutes and 20 seconds, while a 12mm four-flute end mill takes just 12 minutes and 23 seconds. This success not only meets the production requirements of customers but also significantly reduces production costs and improves efficiency.

Conclusion
In summary, the regrinding technology for cermet end mills is a complex and precise task that requires professional equipment, suitable grinding wheels, and accurate grinding parameter settings. Through relentless efforts and practical application, we have successfully developed specialized grinding wheels for cermet end mill regrinding and optimized grinding parameters. This achievement enables quick and efficient regrinding of cermet end mills, providing a more economical and reliable tool solution for the mold processing industry.