







Hybrid Grinding Wheels Introduction
Introducing our new type of grinding wheel – hybrid grinding wheels. These wheels are specifically designed to revolutionize the most demanding and resource-intensive process in round tool manufacturing: flute grinding.
Flute grinding is a specialized machining process used to shape the interior walls of cylindrical workpieces, typically found in tools like end mills, twist drill bit or cutting inserts. This process involves the precise removal of material from the workpiece’s surface to create a desired flute geometry, which can significantly impact the tool’s performance during cutting operations.
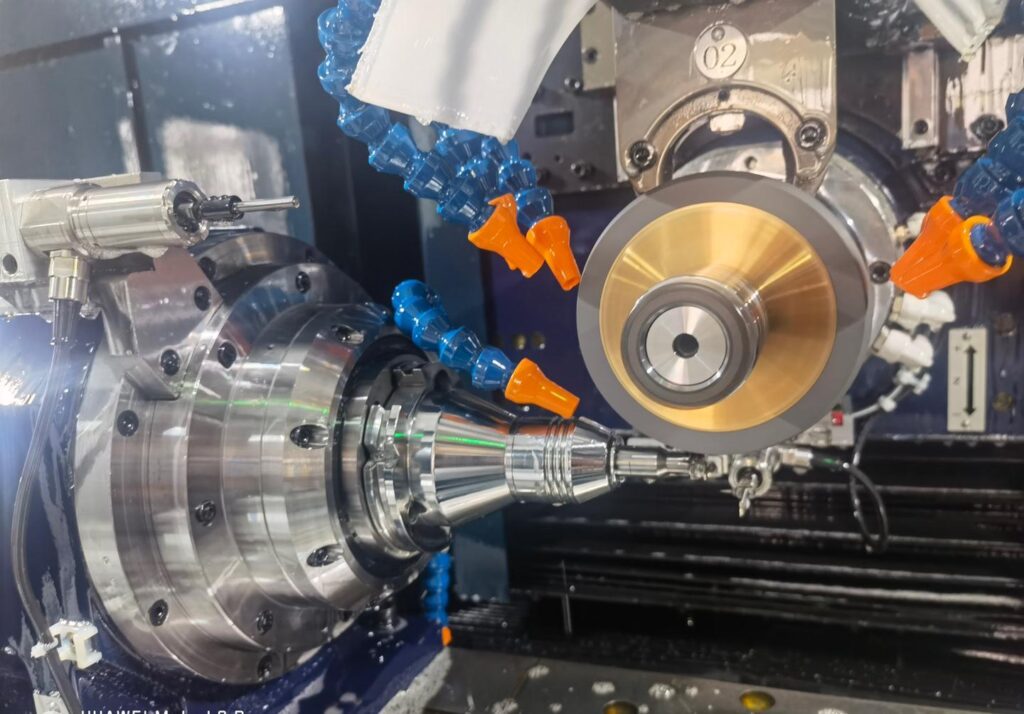
Our hybrid grinding wheels are engineered to significantly enhance operational efficiency by increasing removal rates and enabling higher parts per truing, thus saving time and costs. The wheels feature an innovative hybrid bond structure that ensures both strength and durability, making them ideal for high-performance tools flute grinding process.
Hybrid Grinding Wheel Types
Our hybrid grinding wheel system comprises two parallel series: hybrid diamond grinding wheels and hybrid CBN(Cubic Boron Nitride) grinding wheels.
Hybrid diamond grinding wheels are predominantly utilized for the grinding of round tools such as carbide drill bits, carbide end mills, and carbide cutters. Conversely, Hybrid CBN (Cubic Boron Nitride) grinding wheels excel in the processing of flutes on high-speed steel (HSS) drill bits and HSS end mills.

Normal flute grinding wheels type:
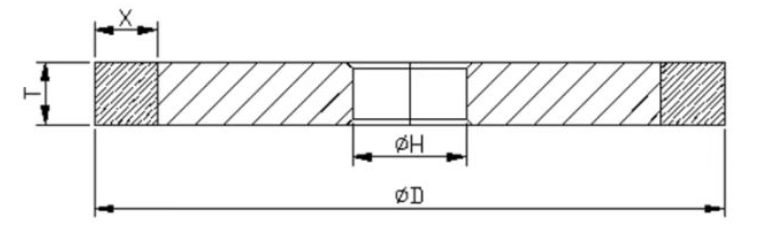
Hybrid diamond grinding wheel have below normal size:
| SHAPE | D(mm) | H(mm) | X(mm) | T(mm) |
| 1A1 | 50-150 | 20, 31.75 | 6, 10 | 1-20 |
Hybrid CBN grinding wheels come in the following normal sizes:
| SHAPE | D(mm) | H(mm) | X(mm) | T(mm) |
| 1A1 | 50-150 | 20, 31.75 | 6, 10 | 1-20 |
We provide customized services. For any other size not covered, please feel free to reach out to us.
Flute Grinding Wheel Features and Customer Showcases
The unique hybrid bond combines the advantageous properties of multiple bonding techniques, resulting in a wheel that is finely tuned for optimal performance and longevity. This cutting-edge design ensures superior grinding results while maintaining exceptional tool life, delivering unmatched value to round tool manufacturers.
Customer Showcase :CBN Hybrid Grinding Wheel Application for High-Speed Steel Drill Bit Grinding
High-speed steel drill bits, particularly multi-edged versions designed for steel metal plate drilling, offer superior drilling performance compared to traditional two-edged twist drills, characterized by high drilling efficiency and smooth operation. In the manufacturing of these specialized drill bits, the focus on processing speed is paramount.
Our CBN (Cubic Boron Nitride) fluting wheels are tailored to the production of high-speed steel drill bits and hss end mills. The following data illustrates our successful implementation:
Equipment Specifications:
Machine: Customer-owned 5-axis tool grinder

Main Axis Power: 20 kW
Grinding Wheel Specifications: 1A1 100*20*10*8mm
Cooling Method: Oiling cooling
Workpiece Diameter: 32mm
No. Of Flutes: 8

Flute Length: 30mm
Helix Angle: 35°
Material: M2 high-speed steel end-mill
Grinding Parameters: Wheel Speed:26.5 m/s
Cutting Depth:2-2.2 mm
Feed Rate:280 mm/minute
Flut Grinding Processing Time : 25 seconds Per Flute
Wheel Dressing Frequency:Approximately 360 pcs hss drill bits before needing re-dressing
Customer Showcase :Diamond Hybrid Grinding Wheel Application for carbide end mill Grinding
Device: Walter Power
Main Axis Power: 24KW
Hybrid Grinding Wheel Specification: 1A1 125X20X10X12 D64
Workpiece Material: Golden Egret G25
Flute Tool Diameter: 14mm
Number of Flutes: 4;
Flute Length: 45mm;
Core Diameter: 8.4mm
Helix Angle: 35°
Grinding Parameters:
Spindle Speed: 3040 rpm (equivalent to 20 m/s)
Depth of Cut per Pass: 2.8mm
Feed Rate: 300 mm/min;
Cooling: Oily Cooling
Grinding Conditions:
Dressing Interval: dressing once for each 6 pieces carbide end mills
Profiling Interval: Approximately once every 600 pieces carbide drill bits
(Each flute end mill production time is about 15 minutes, Assuming production of 60 end mills per day, it is estimated that the flute grinding wheel does not need to be reconditioned for over 10 days)
After grinding for approximately 12 hours , the shape and arc of the hybrid grinding wheel as below:

Sharpness: sharpness stays still perfect ;(Load indicator shows between 10 and 20)
These applications showcase not only the technical specifications but also the operational efficiency and precision achieved through the use of CGS hybrid grinding wheels in round tools production, like high-speed steel drill bit and carbide drill bits production. It highlights the importance of selecting the right tools and parameters to meet the demands of modern round tool manufacturing processes.
Hybrid Grinding Wheel Applications and The Most Common Related Grinding Problems
CGS provides a comprehensive superabrasive solution tailored for all aspects of cutting tool manufacturing, including:
- Fluting
- Gashing
- Primary and secondary relief
- Cylindrical OD grinding
- End work
- Polishing
- Cut-off
What is difference between hybrid grinding wheel profiling and hybrid grinding wheel dressing?
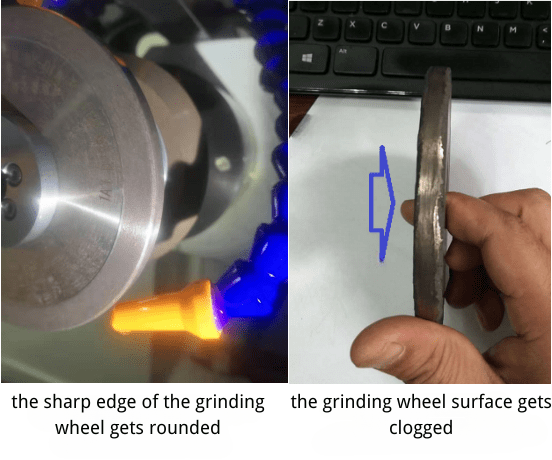
When a flute grinding wheel has been used for some time, its edges or sharp corners may become rounded. At this point, it is necessary to profile the grinding wheel to meet the required specifications. Grinding wheel profiling involves using a grinding machine to adjust the size of the grinding wheel, including dimensions like curvature, angles, and vibrations, ensuring they match the operational requirements.
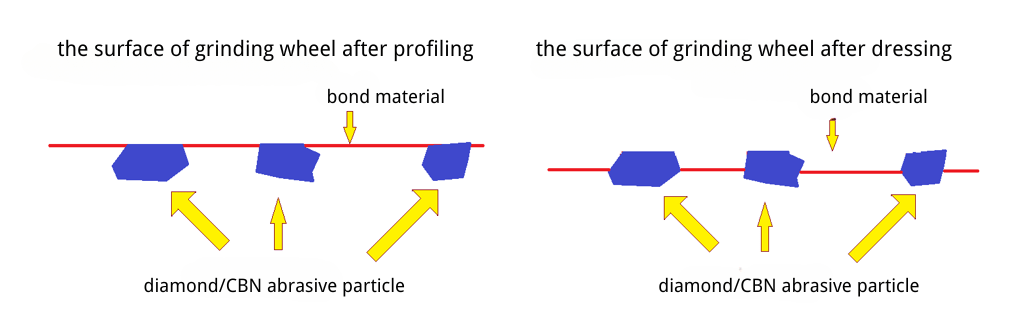
Conversely, even if the shape and size of the grinding wheel is in line with the requirements, it might experience clogging during use, leading to an increase in grinding power and causing overheating in the workpiece. In such scenarios, dressing the grinding wheel becomes necessary. Grinding wheel dressing entails rubbing the wheel against an abrasive stone to expose the diamond or CBN grains from the grinding wheel surface. This process results in a sharp cutting edge, enhancing the efficiency and quality of the grinding operation.



