







Dressing stones primarily include silicon carbide dressing stones and aluminum oxide dressing sticks.
Silicon Carbide Dressing Stones
Silicon carbide dressing stones are typically used to dress the surface of grinding wheels, sharpening stones, or other abrasive tools. They are made from silicon carbide abrasive materials and have the following main features:
High Hardness and Wear Resistance: Silicon carbide is an extremely hard material, making grinding wheel dressing stone highly wear-resistant and capable of maintaining their dressing effectiveness over long periods of use.
Excellent Dressing Performance: The abrasive grains in silicon carbide dressing blocks are uniformly distributed, allowing for fine dressing of the surfaces of grinding wheels and other abrasive tools, thereby improving grinding efficiency and machining quality.
Various Shapes and Specifications: To meet different usage needs, silicon carbide dressing sticks come in various shapes and specifications, such as rectangular, cylindrical, etc.

Aluminum Oxide Dressing Stone
Aluminum oxide dressing sticks primarily consist of white fused alumina abrasive and a bonding agent. White fused alumina is a synthetic abrasive made by melting industrial aluminum oxide powder at high temperatures in an electric arc, then cooling it. This results in a material that is dense, hard, and has sharp angular grains. The bonding agent is used to consolidate the white fused alumina abrasive particles into a stable grinding surface.
White fused alumina dressing stones are mainly used for dressing grinding wheels, whetstones, and other abrasive tools. They help remove surface wear and unevenness, restoring the grinding capability and precision of these tools. Additionally, they can be employed for hand-finishing cutting tools and parts, as well as being mounted on machines for honing and ultra-precision machining operations.
Silicon Carbide Dressing Wheels
Silicon carbide dressing wheels are specialized grinding wheels used for dressing other grinding wheels. Their features include:
Outstanding Grinding Performance: Made from silicon carbide abrasives, these dressing wheels have excellent grinding performance and durability, enabling efficient and precise dressing of other grinding wheels.
High Hardness and Strength: Silicon carbide dressing wheels possess high hardness and strength, allowing them to withstand significant dressing pressures and impacts, making them suitable for various complex dressing tasks.
Various Bonds and Shapes: Depending on usage requirements, Green Silicon Carbide Dressing Grinding Wheel can be made with different bonds (such as ceramic bonds, resin bonds) and shapes (such as flat wheels, cup wheels), to meet the demands of different dressing tasks.
Wheel dressing stone in silicon carbide is widely used in mechanical manufacturing, automotive parts manufacturing, aerospace, and other fields. They are essential tools for ensuring that grinding wheels maintain excellent grinding performance and machining quality.

We provide the high quality dressing sticks and wheels in a wide range of shapes, sizes, and grits, using both Aluminum Oxide and Silicon Carbide. Our offerings are tailored to meet every customer’s specific needs. Below are normal types for reference:
Abrasive Dressing Stick Parameters:
| Shape Type | Grit Range | Abrasive Type |
| rectangular dressing stick | 24# 36# 60#,80#,120#,220#,320# | Green silicon carbide, white aluminum oxide |
| Round dressing stick | 24# 36# 60#,80#,120#,220#,320#,400# | Green silicon carbide, white aluminum oxide |
| Triangular
Dressing stick |
24# 36# 60#,80#,120#,220#,320#,400# | Green silicon carbide, white aluminum oxide |
| Dressing block | 24# 36# 60#,80#,120#,220#,320#,400#
600#,800#,1000# |
Green silicon carbide, white aluminum oxide |
Abrasive Dressing Wheels Parameters
Dressing Wheels include many shapes: 1A1 shape flat dressing wheels, cup shape dressing wheels, ring shape dressing wheels etc.
For double-end grinding disc dressing wheels, typical outer diameters are 205mm, 280mm, 330mm, with thicknesses of 30-60mm. Generally, a 700mm diameter double-end grinding disc uses a 205mm OD dressing wheel with a 127mm bore size; 860-1050mm double-end surface grinding discs use a 280mm OD dressing wheel with a 220mm bore size. Normally two double-end grinding discs needs 3 or 4 pieces dressing wheels for dressing.
| Normal Size(mm) | Grit Size Range | Abrasive Type |
| 208(OD)*10*127mm(ID) | 100#-320# | Green silicon carbide,
White aluminum oxide |
| 205*60*127 | 100#-320# | Green silicon carbide,
White aluminum oxide |
| 228*40*127 | 100#-320# | Green silicon carbide,
White aluminum oxide |
| 230*40*127 | 100#-320# | Green silicon carbide,
White aluminum oxide |
| 280*40*127 | 100#-320# | Green silicon carbide,
White aluminum oxide |
| 330*40*200 | 100#-320# | Green silicon carbide,
White aluminum oxide |
| 330*60*300 | 100#-320# | Green silicon carbide,
White aluminum oxide |
For various sizes, shapes, and grain sizes of dressing sticks and dressing wheels, please reach out to us. We not only provide custom solutions to meet your specific needs but can also offer professional recommendations if you’re unsure about the appropriate type or size for your dressing tools.

Why is Dressing Grinding Wheels Necessary?
During the grinding process, the abrasive grains on the grinding wheel become rounded or dull due to friction and pressure. Additionally, when grinding tough materials, debris can clog the pores on the grinding wheel’s surface, leading to a loss of cutting ability. This can cause slippage between the grinding wheel and the workpiece, resulting in vibration and noise, decreased grinding efficiency, and poor surface finish. Increased grinding forces and heat can also cause workpiece deformation, affect grinding precision, and in severe cases, lead to burns and fine cracks on the grinding surface. Additionally, uneven wear on the grinding wheel’s surface due to varying hardness and working conditions of the abrasive grains can affect the shape accuracy and surface texture of the workpiece. Thus, dressing the grinding wheel is essential to restore its cutting ability and ensure high-quality grinding performance.
Diamond wheels and CBN (Cubic Boron Nitride) Wheels Also Require Dressing
Diamond wheels can be categorized into electroplated diamond wheels, brazed diamond wheels, ceramic diamond wheels, resin-bonded diamond wheels, and sintered diamond wheels. Except for electroplated and brazed diamond wheels, which generally do not need dressing due to their special manufacturing processes, resin-bonded diamond and CBN wheels, ceramic-bonded diamond and CBN wheels, metal-bonded diamond and CBN wheels, all have multiple layers of abrasive grains and thus require initial and periodic dressing to sharpen the wheel’s cutting edge. Dressing a diamond wheel involves using a dressing tool to reshape the wheel or remove its dulled surface layer, thereby restoring the grinding face’s cutting ability and correct geometric shape. Timely and proper dressing of the wheel is an essential step in enhancing grinding efficiency and ensuring grinding quality.
When to Dress a Diamond and CBN Wheel
Resin Bonded Diamond Wheels, Ceramic Bonded Diamond CBN Wheels, and Sintered Diamond CBN Wheels require dressing in the following situations:
Before Using a New Wheel:
To expose the diamond abrasive grains on the surface from the bonding agent, achieving the cutting edge. The manufacturing process might not meet the ideal geometric dimensions and accuracy, and the wheel axis might not align with the flange axis, causing misalignment with the spindle axis of the grinding machine, leading to runout.
During Use:
Due to uneven wear, the geometric accuracy of the wheel may not meet the requirements. Blockage of the working surface by grinding debris can impair normal grinding operations, and the dulling of diamond abrasives on the surface is detrimental.
Purpose of Dressing a Diamond Grinding Wheel:
Remove Bonding Agent and Blinded Abrasives:
The primary task of dressing is to remove the bonding agent and the dulled abrasive grains between the abrasives. This exposes new, sharp grains on the bonding agent surface, thus forming sharp cutting edges.
Keep the Pores Clean:
During the dressing process, it is also necessary to clear the tiny materials on the wheel surface to maintain the smoothness of the pores, preventing excessive grinding force, which can cause vibration and burns on the part’s surface.

How to dress a diamond or CBN grinding wheel using silicon carbide dressing stone or dressing wheel?
Diamond and CBN wheel dressing and sharpening usually utilize silicon carbide dressing stones, white corundum dressing stones, or silicon carbide dressing wheels, white corundum dressing wheels. These dressing sticks/stones/wheels tools play a key role in ensuring the flatness and cutting performance of the wheel during the dressing process.
Specifically, silicon carbide dressing stones and white aluminum oxide dressing stones are commonly used for fine honing processes. They can finely dress the wheel surface to achieve the required dimensional accuracy, shape accuracy, and surface roughness value. Silicon carbide dressing wheels and white corundum dressing wheels are more often used for initial dressing and sharpening during wheel use.
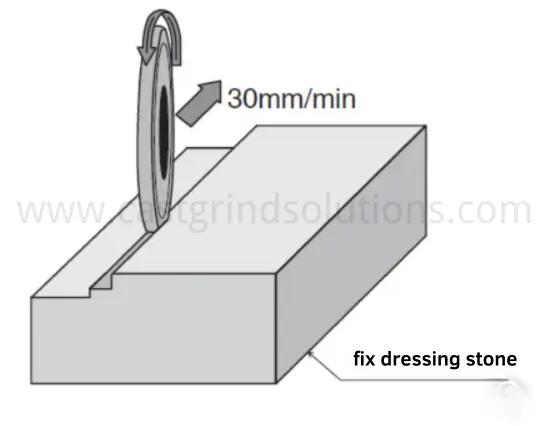
WA (White Corundum) or GC (Green Silicon Carbide) Stone Grinding Dressing Method (suitable for surface grinders):
1, Fix WA or GC (C is also acceptable) dressing stone with a vise etc., to grind it like a workpiece.
The grain size of the dressing stone and the dressing wheel should be the same or similar for best results.
1.1 Dressing Speeds and Parameters:
Diamond and CBN Grinding Wheel Speed:
500~1,000 rpm or 3~9 m/s is most suitable; normal operating speeds are also acceptable.
Depth of Cut:
Coarse Grain (for rough grinding) Wheel:
#140~#170: 0.03~0.01 mm/pass
#200~#230: 0.01~0.005 mm/pass
#270~#325: Below 0.005 mm/pass
Fine Grain (for fine grinding) Wheel:
#400: 0.010~0.005 mm/pass
#600: 0.005~0.002 mm/pass
#800: Below 0.002 mm/pass
Table Movement:
Only front and back feed during dressing. Adjust the feed speed according to the grain size. The finer the grain, the slower the feed speed. Do not move left and right.
1.2 Grinding Fluid:
When dressing diamond wheels with silicon carbide or white aluminum stones, it is best to use wet grinding. If the grinding stone is soaked in grinding fluid for a while, the effect will be even better. For long operation times, use a dropper to add grinding fluid during operation to keep it moist.
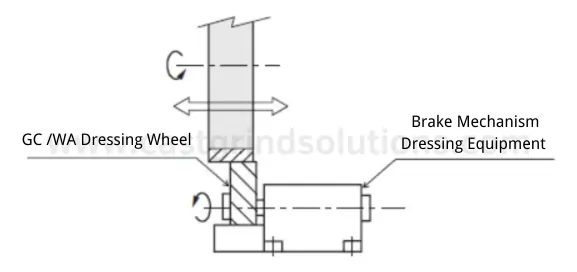
2, Using Dressing Equipment with Brake Mechanism:
As shown in the above figure, by utilizing the rotational force of the diamond/CBN wheel to drive the WA or GC dressing wheel to rotate and achieve shaping and dressing through the speed difference between the wheels.
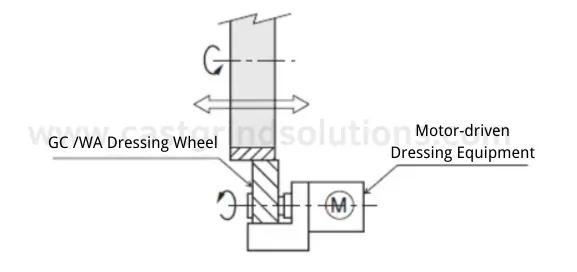
3,,Using Motor-driven Dressing Equipment:
This method uses a motor to drive the silicon carbide dressing wheel to rotate, performing shaping and dressing on the diamond/CBN grinding wheel. This ensures the most stable wheel processing surface, making the operation both fast and safe.
How to dress double-end face grinding disc using silicon carbide dressing wheels?
Double-end face grinding (DDG) is an efficient grinding technique for part end faces, using two opposing wheels to grind the two end faces of a workpiece simultaneously. Typically, one grind ensures the same cutting allowance on both sides. The double-end face grinding process reduces positioning and processing errors while guaranteeing high flatness and parallelism for the workpiece’s two planes. During use, a dressing wheel flattens the grind disc’s plane. Choosing the appropriate dressing wheel based on the diamond or CBN grind disc’s different grain sizes and accuracies makes dressing easier and more time-efficient.
Ceramic double-end grinding discs, due to their characteristics and grinding performance, can be dressed with white corundum (WA) and green silicon carbide (GC) dressing rings.
The steps to dress the Double disc surface grinding wheel are as follows:
Remove the old grinding disc:
Raise the upper grinding disc to the top and remove it, then take out the workpieces and planetary gears from the grinding disc.
Clean the grinding disc:
Carefully clean any small particles on the grinding disc to avoid scratches. You can use rotational speed to fling off any remaining particles on the double-end grinding disc while simultaneously pouring in cleaning fluid for washing.
Install the planetary gear and silicon carbide dressing wheels:
Place the planetary gear into the grinding disc, then insert the dressing wheel inside the planetary gear.
Dressing the double-end surface grinding discs:
Allow the planetary gear to drive the silicon carbide wheel to dress the grinding disc. The dressing time usually ranges from 15 seconds to 3 minutes. Adjust the specific time according to the condition and usage of the grinding disc.
Inspection and testing:
After trimming, check the flatness and sharpness of the grinding disc to ensure it meets the required standards for use.

