Precision Grinding of HVOF WC-10Co-4Cr Coatings with Resin Bond Diamond Grinding Wheels
What is WC-10Co-4Cr Coating (HVOF Sprayed) ?
WC-10Co-4Cr (Tungsten Carbide – 10% Cobalt – 4% Chromium) is a wear- and corrosion-resistant composite coating widely applied via High-Velocity Oxygen Fuel (HVOF) thermal spraying technology. Below is a comprehensive analysis of this coating:
- Material Composition & Microstructure
🔹WC (Tungsten Carbide): Provides extreme hardness and wear resistance (microhardness: 1200–1600 HV).
🔹Co (Cobalt): Acts as a metallic binder, enhancing toughness and bonding strength.
🔹Cr (Chromium): Improves corrosion resistance (especially in acidic/saltwater environments) and suppresses WC decomposition at high temperatures.
Microstructure:
WC particles are uniformly distributed in the CoCr binder matrix, forming a dense “hard phase + tough phase” composite structure that combines wear resistance with impact resistance.
- Key Properties & Property Characteristics
- Wear Resistance Superior to stainless steel/tool steel, nearing sintered WC (wear rate as low as 10⁻⁶ mm³/N·m)
- Hardness 1000–1400 HV (higher than hard chrome plating’s 800–1000 HV)
- Corrosion Resistance Enhanced by Cr addition—resists saltwater, seawater, and weak acids (outperforms pure WC-Co).
- Bond Strength 70–90 MPa (ASTM C633 standard)
- Operating Temp. Long-term use ≤540°C; short-term tolerance up to 800°C (Co oxidizes at high temps).
- HVOF Spray Parameters
🔹Fuel Type: Kerosene, hydrogen (H₂), or propylene (C₃H₆)—affects flame temperature/velocity.
🔹Oxygen Flow Rate: Optimized to balance particle heating (avoid WC decomposition) and acceleration (ensure coating density).
🔹Spray Distance: 150–250 mm (too close causes overheating; too far reduces particle adhesion).
🔹Powder Size: 15–45 μm recommended (oversized particles unmelt; undersized particles oxidize).
Typical Process Example:
Fuel: Kerosene
Oxygen Flow: 800–1000 L/min
Spray Distance: 200 mm
Coating Thickness: 100–300 μm
- Primary Applications
🔹Aerospace: Compressor blades, turbine shaft wear protection.
🔹Oil & Gas: Pump plungers, valve sealing surfaces (wear + corrosion resistance).
🔹Marine Engineering: Ship propeller shafts, seawater pump components.
🔹Hydraulics: Piston rods, cylinders (eco-friendly alternative to hard chrome plating).
🔹Paper Industry: Roller coatings (fiber abrasion resistance).
- Comparison with Other WC-Based Coatings
Coating Type Composition Advantages Limitations Best For
WC-10Co-4Cr WC+10%Co+4%Cr Balanced corrosion resistance Higher cost Marine/chemical environments
WC-12Co WC+12%Co Higher toughness/impact resistance Lower corrosion resistance High-impact wear applications
WC-17Co WC+17%Co Extreme toughness Slightly lower hardness/wear Mining/crushing equipment
Why Choose WC-10Co-4Cr?
- Optimal Balance: Unites wear resistance, corrosion protection, and mechanical strength.
- HVOF Advantage: Dense, low-porosity coatings with superior adhesion vs. other thermal spray methods.
- Industry Standard: Trusted in critical applications from aerospace to offshore drilling.
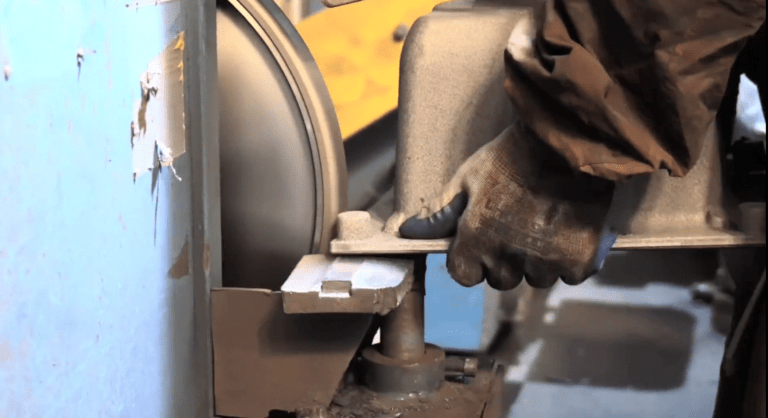
Why Grinding is Essential After HVOF WC Coating?
HVOF-sprayed WC-10Co-4Cr coatings provide exceptional wear resistance, corrosion protection, and strength. However, the as-sprayed surface often requires precision grinding to meet functional requirements. Here’s why:
- Thickness Control – HVOF coatings may have uneven thickness (typically 0.2–0.5mm per side). Grinding ensures uniform thickness for tight tolerances.
- Surface Finish Improvement – The initial coating roughness (Ra 1–5μm) is reduced to a mirror-like finish (Ra 0.2–0.3μm) for low friction and sealing applications.
- Geometric Accuracy – Corrects distortions from thermal spraying, restoring roundness, straightness, and dimensional precision.
- Defect Removal – Eliminates surface porosity, unmelted particles, and oxides to enhance coating durability.
- Final Sizing – Achieves exact fit for assemblies (e.g., shafts, bearings).
Customer Application Showcase: Precision Grinding Solutions for HVOF-Sprayed WC-10Co-4Cr Coatings
Our Solution: Resin Bond Diamond Grinding Wheels
For grinding ultra-hard WC-based coatings (70 HRC), our resin bond diamond grinding wheels deliver unmatched performance:
Here is one of our customer’s application case:
A leading aerospace component manufacturer needed to grind HVOF-sprayed WC-10Co-4Cr coatings (70 HRC) on turbine shaft journals to meet stringent specifications:
Surface finish: Ra 0.2–0.3μm (mirror-like)
Dimensional tolerance: ±0.02mm
Coating thickness control: 0.25mm ±0.05mm after grinding
Conventional grinding wheels caused rapid wear, poor surface quality, and frequent dressing stops, increasing costs and downtime.
Solution: Optimized Resin Bond Diamond Grinding Wheel
We supplied a custom resin bond diamond wheel with the following specifications:
Abrasive: Diamond, D76 grit (200–230 mesh)
Bond: High-elasticity resin for crack-free grinding
Size: 600×60×203.2mm
Concentration: 100 (balanced for longevity and cutting speed)
Hardness grade: R-grade for consistent performance
Machine Setup:
Grinder: MORARA MTL 2000
Coolant: Castrol Syntilo 9913 (7% concentration)
Wheel speed: 30 m/s
Workpiece speed: 25 m/min
Process & Results
Rough Grinding: removed 0.3mm coating thickness per side.
Dressing way: dressing with silicon carbide stick.
Finish Grinding: final pass removed 0.05mm.
Result: Ra 0.25μm, meeting mirror-finish requirements.
Key Outcomes:
✔ 50% longer wheel life vs. competitor wheels (reduced dressing frequency).
✔ Zero coating delamination – Resin bond prevented microcracks.
✔ 20% faster cycle time due to optimized wheel speed and coolant flow.
Why Our cylindrical diamond grinding Wheel Worked
🔹Diamond abrasives maintained sharpness against ultra-hard WC.
🔹Resin bond flexibility absorbed vibrations, critical for thin coatings.
🔹Consistent Surface Quality – Achieves Ra 0.2–0.3μm reliably.
🔹Cost-Effective – Reduces rework and scrap rates vs. inferior wheels.
Industry Applications-Ideal for post-HVOF grinding of:
🔹Aerospace components (turbine shafts, landing gear struts)
🔹Oil & gas valves/pumps
🔹Hydraulic rods (replacing chrome plating)
🔹Marine equipment (propeller shafts, seals)
🔹Energy: Pump shafts in offshore rigs.
🔹Automotive: High-performance drivetrain components.
Upgrade your WC coating finishing process with our precision grinding wheels!
Contact us today for technical support or custom specifications.